為什么要減少型材擠壓散熱器的擠壓力?
來源:www.linhow.cn 發表時間:2018-08-14
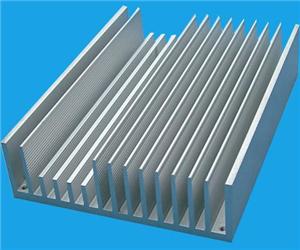
為了防止模具斷齒應盡量減少擠壓力,而擠壓力與鑄錠的長、合金變形抗力的大小、鑄錠的狀態、變形程度的大小等因素有關。因此擠壓散熱鋁型材的鑄棒不宜太長,約為正常鑄棒長度的(0.6——0.85倍)。特別是在試模和擠壓第一根鑄棒時,為確保能順利生產出合格的產品,要用更短的鑄棒,即正常鑄棒長度(0.4——0.6)倍的鑄棒來試模。對于形狀復雜的散熱大喊型材斷面,除了縮短鑄棒的長度外,還可考慮用純鋁短鑄做第一次試擠壓,試擠成功后再用正常鑄錠進行擠壓生產。鑄錠均勻化退火不僅可以使組織和性能均勻,而且可以提高擠壓性能和降低擠壓力,所以要求鑄錠必須均勻化退火。至于變形程度的影響,由于散熱器型材的斷面積一般都比較大,擠壓系數一般在40以內,因此其影響較小。
相關新聞
- 型材擠壓散熱器的主要功能
- 農民的好幫手——插秧機
- 鉚接散熱器的選用要點
- 江蘇榮達鋁業科技有限公司祝大家七夕情人節快樂!