型材擠壓散熱器的鑄錠質(zhì)量要求
來(lái)源:www.linhow.cn 發(fā)表時(shí)間:2019-10-21
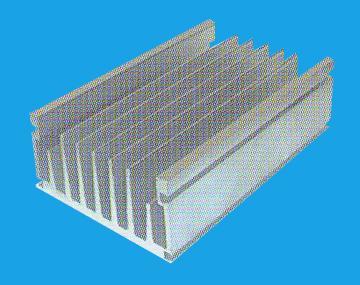
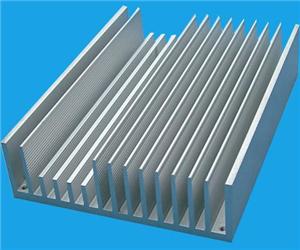
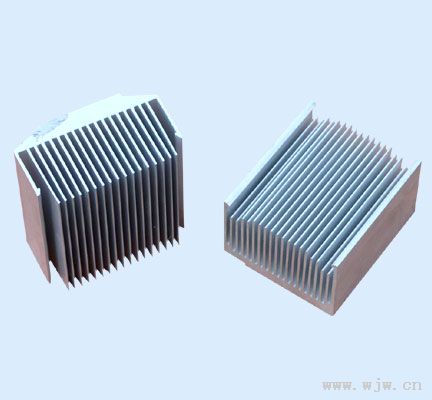
型材擠壓散熱器散熱器型材有一部分尺寸較小.形狀對(duì)稱的產(chǎn)品比較容易生產(chǎn),大部分散熱器型材扁寬形,外形尺寸較大,有的不對(duì)稱,散熱片之間的槽形深寬比很大,其生產(chǎn)難度較大。需要從鑄錠、模具、擠壓I藝幾方面配合,才能順利生產(chǎn)出型材擠壓散熱器。型材擠壓散熱器的型材用的合金必須具有良好的可擠壓性和導(dǎo)熱性,一般用的有1A30. 1035和6063等合金。目前普遍使用較多的是6063合金,因?yàn)樗擞辛己玫目蓴D壓性、導(dǎo)熱性外,還有較好的力學(xué)性能。
型材擠壓散熱器的型材生產(chǎn)要從鑄錠的質(zhì)量、模具的材質(zhì)和設(shè)計(jì).減少擠壓力以及擠壓工藝等方面著手。
鑄錠的合金成分要嚴(yán)格控制雜質(zhì)含量,保證合金成分的純潔度。對(duì)于6063合金要控制Te、Mg.Si的含量。Fe的含量應(yīng)小于0.2%,MgSi的含量-.般都控制在國(guó)家標(biāo)準(zhǔn)的下限,Mg含量0.45%~0.55%,Si含量0.25%一0.35%。鑄錠要經(jīng)過(guò)充分的均勻化處琿,使鑄錠的組織、性能均勻一致。
鑄錠的表面要光滑,不允許有偏析瘤或粘有沙泥。鑄錠的端面要平整,不能切成臺(tái)階狀或切斜度太大(切斜度應(yīng)在3mn以內(nèi))。因?yàn)榕_(tái)階狀或切斜度太大,用平面模擠壓散熱型材時(shí),如果沒(méi)有設(shè)計(jì)導(dǎo)流模,鑄錠直接碰到模具,由于鑄錠端面不平,出現(xiàn)有的地方先接觸模具,產(chǎn)生應(yīng)力集中,易把模具的齒形擠斷,或造成出料的先后不一,容易產(chǎn)生堵模或擠壓成型不好的現(xiàn)象。
相關(guān)新聞
- 型材擠壓散熱器的材料特性
- 插秧機(jī)配件入庫(kù)前的檢查保養(yǎng)
- 榮達(dá)鋁業(yè)科技教你使用插秧機(jī)怎么樣正確作業(yè)
- 插秧機(jī)配件安裝檢查要求